沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
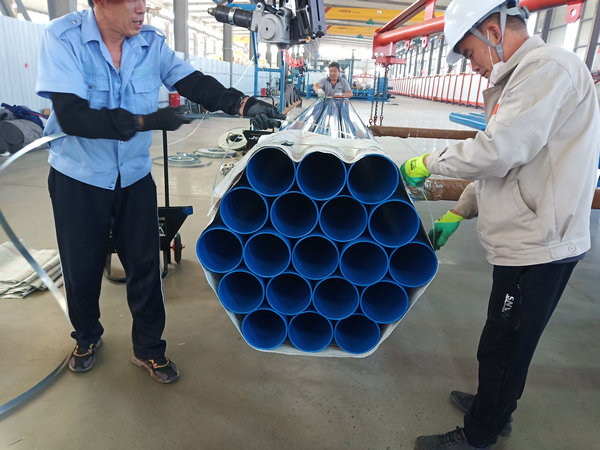
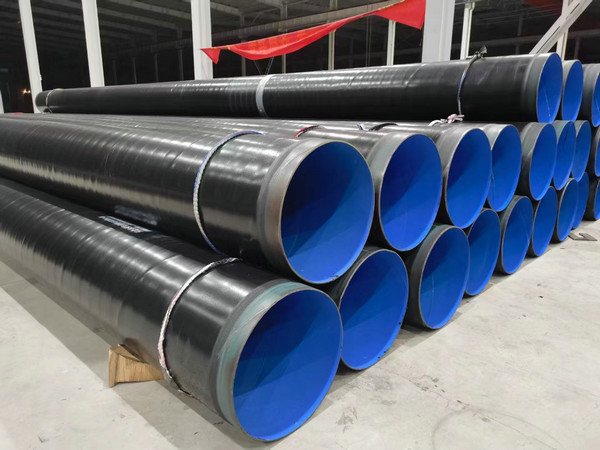
150-2867-7579TPEP钢管制作流程:一、TPEP防腐钢管表面处理:1、采用角磨机清理掉管道连接处钢管的毛刺、焊渣、焊瘤、锈迹、残留涂层、油泥等务必清理干净,做到表面光洁,且达到st3级。2、将连接处两侧的坡口进行打毛处理,每侧聚乙烯层打毛的宽度控制在10-15cm(含坡口),涂层打毛时不得破坏涂层使之露出底材。3、用毛刷将清理下来的碎屑清理掉,务必清理干净,否则将影响修补层的结合力。4、修补区若受潮或有水分,必须先采取措施等干燥后,再进行前处理。5、前处理至刷底漆时间间隔不得超过30分钟,间隔期间若前处理的部位受到二次污染,必须重新进行前处理。二、TPEP防腐钢管刷底漆:1、按照底漆的使用说明,将双组分及稀料按比例混合,搅拌均匀。2、用毛刷蘸上底漆,在管道连接的处进行刷涂。刷涂厚度以刚好遮住底材为宜,一般厚度在120~150um,不准露出底材或超过厚度。3、坡口处露出的环氧涂层要刷涂底漆,但聚乙烯层不得刷涂底漆。4、待底漆表干后,便可进行缠绕热收缩套。若底漆表干较慢,可采用电热灯泡照射加速表干,不可用火烤等方式加速表干,否则会破坏漆膜影响结合力。5、建议焊接后即时进行外修补,利用焊接的余热,即可保证前处理在露点以上,又可加速底漆表干,但要在焊接处温度降至80度以下再进行施工。6、刷完底漆,将毛刷用稀料清洗干净,准备下次使用。三、TPEP防腐钢管缠绕热收缩套:1、漆膜表干后应立即进行缠绕热收缩套,间隔时间不得超过10分钟。2、热收缩套的宽度,应确保缠绕后能完全盖住两侧打毛的部位,一般来说控制厚度大于钢管部分宽度+两侧打毛的宽度5~10cm。3、去除热收缩套上的薄膜或牛皮纸,将热收缩套一端10-15cm长度内的热熔胶面,用烘烤机的火焰加热,确保边角都得到均匀加热。4、待热熔胶发软、变亮立刻停止加热,然后迅速将融化的热熔胶一面按压在连接处,热收缩套要完全盖住两侧打毛的区域,并用辊轮从中线向两侧辊压,赶走粘接处的气泡,使之固定。加热时要防止过度加热,否则会破坏热熔胶层,影响附着力。5、将热收缩套沿管道周围向包卷缠绕,缠绕时务必要拉紧,并保持热收缩套的中线与管道连接缝隙平行。6、将热收缩套的另一端热熔胶层10-15cm烤软、发亮,然后迅速与前端粘贴搭接在一起。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1379 次。
当前页面链接:http://wapipe9.com/baike/1690.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友