沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
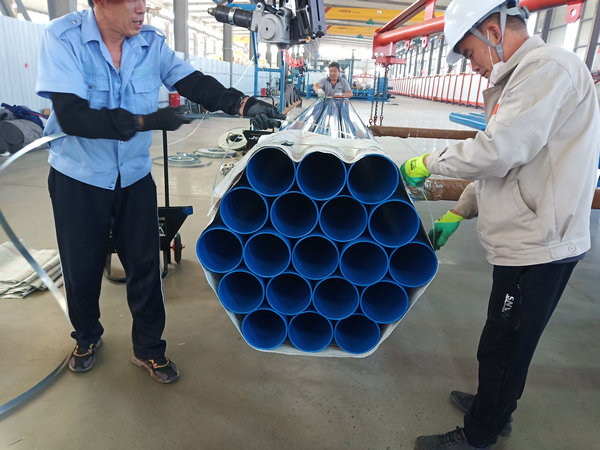
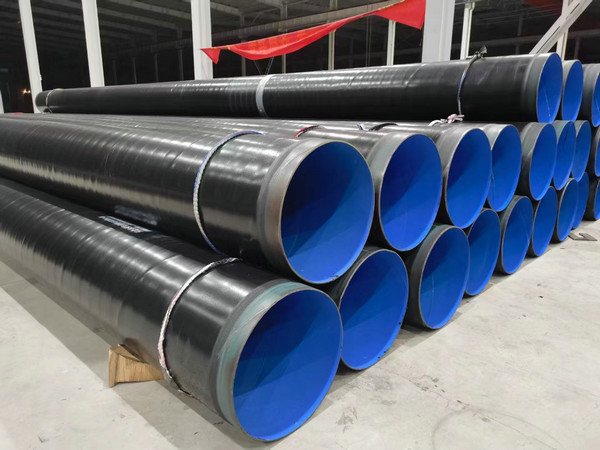
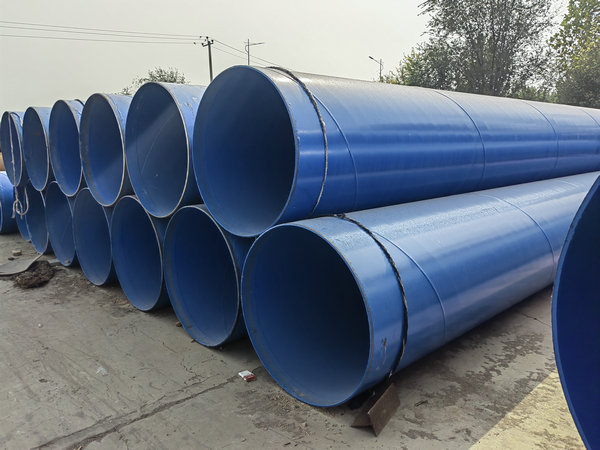
150-2867-7579大口径给水涂塑复合钢管:对原材料的技术要求:a. 钢管制造以及验收符合工程要求的钢管压力要求与管道行业标准。b. 涂层材料符合项目技术要求,性能符合给水涂塑钢管CJ/T120-2016标准中的规定。大口径给水涂塑复合钢管的加工工艺流程:1. 钢管表面处理。钢管内外表面通过抛丸设备进行抛丸处理,处理后达到GB8923-1998标准中规定的Sa2.5级要求,抛丸后真空吸附设备吹扫,清洁度达到a级,并去除灰尘,油污。对表面预处理的质量,清洁度,锚纹深度进行检验,合格后方能涂塑。2. 管道预热。对已经抛丸除锈处理合格的管道进行加热,加热至工艺要求的温度范围(200°-220°),而且必须加热均匀,内外加热一次成型,避免二次加热破坏涂覆的涂层。温度过高或者温度过低,都会造成涂层附着力不足,影响涂塑钢管的使用寿命。3. 管道内外涂塑加工。一般情况下管道外壁采用喷涂工艺,管道内壁采用滚涂工艺。管道内壁喷涂的常用工具是压缩空气喷枪,使用喷枪将喷涂于预热后的管道内外管壁。涂层厚度取决于喷枪的喷涂量、流水线速度,涂层厚度可以通过调整喷枪喷出量和流水线速度来调整。涂层厚度一般在150μm~600μm。4. 固化冷却。对涂塑已经固化的涂塑钢管进行冷却,放入库存货场等待检验。5. 检验打包。对涂塑下线的涂塑钢管进行检验,检验方式主要包括:检验外观是否光滑无毛刺;使用仪表工具检查涂层厚度;检验管道的附着力、耐蚀性、密度等参数。同时对于难以自动涂到的管壁通过人工喷枪进行补涂。对检验合格的产品进行喷标。6. 包装运输。包装后的涂塑钢管厂家在运输过程中,应避免剧烈撞击、抛摔、日晒,严禁拖擦及用尖锐硬物刻划,装卸时应使用尼龙带吊装。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1340 次。
当前页面链接:http://wapipe9.com/baike/1707.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友