沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
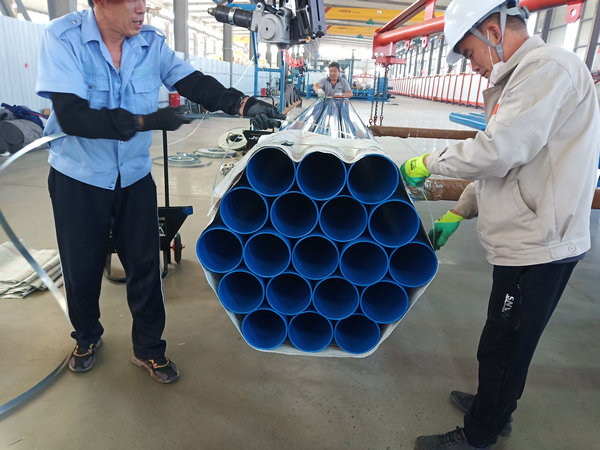
150-2867-7579螺旋缝焊接钢管的设计压力是指给水管道系统作用在管内壁上的较大瞬时压力,一般采用工作压力及残余水锤压力之和,一般用Pe表示。这个设计压力一般是设计人员结合工程实际情况,在考虑各种因素可能导致的压力损失等因素,再加上管道系统正常工作时间所要求的工作压力,后计算所选用的压力值。比如输水管道工作压为0.6MPa,那为了满足这个要求我的水泵就要能提供0.6MPa的压力,但是我们不能直接选出口压力为0.6的水泵,因为这个压力除了克服长输管道的距离和高度外,还要克服管道沿程压力损失,管件跟前的局部水头损失等等。所以这个时候我们就必须把水泵的压力选的要比0.6要大的多,而这个压力就是我们所说的螺旋缝焊接钢管设计压力。在螺旋缝焊接钢管生产过程中,焊缝返修是一个重要的质量控制环节,必须高度重视,了解影响返修质量的因素并采取有效的技术措施控制,编制返修工艺,安排技能水平高的焊工返修,返修中严格执行工艺要求。通过采取一些措施,可以充分保证焊缝缺陷的返修质量,提高一次返修合格率,减少不必要的因返修不合格而造成的钢管质量降级,从而确保钢管返修焊缝质量满足制造标准质量要求。对于直径规格较大的钢管,焊工可以依据缺陷在钢管内外焊缝的位置,选择在钢管内部或外部返修。返修时凡是条件允许,尽可能使焊缝处于水平位置,减少返修难度,对表面缺陷及浅表层缺陷的清除,清除层的深度应保证返修焊缝至少焊接两层或两道以上。每根钢管都会进行静水压试验而无渗漏现象,试验压力按下试计算P=2ST/D式中S—静水压试验的试验应力Mpa,静水试验的试验应力按相应钢带标准规定屈服度小值(Q235为235Mpa)的60选取;流体输送用的钢管的螺旋焊缝应进行X射线或超声波检验抽查。根据螺旋钢管质量检验结果,同时试验后的产品不用排水处理,对于排水困难的产品尤为适用,但试验的危险性比水压试验大,进行试验时,遵守相应的安全技术措施,以防试验过程中发生事故。贮存液体或气体的焊接容器,其焊缝的不致密缺陷,如贯穿性的裂纹、气孔、夹渣、未焊透和疏松组织等,可用致密性试验来发现。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1345 次。
当前页面链接:http://wapipe9.com/baike/1866.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友