沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
150-2867-7579一、工作钢管
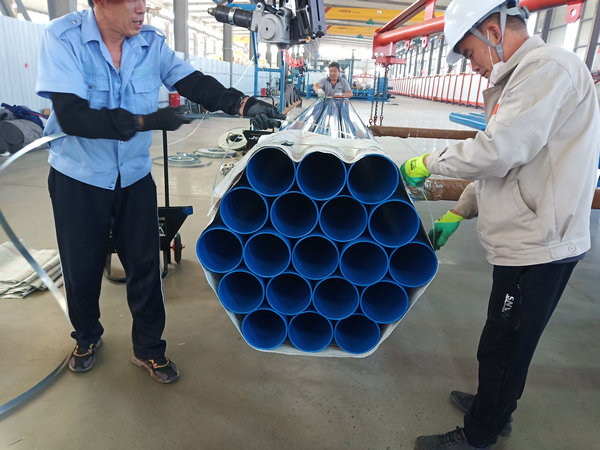
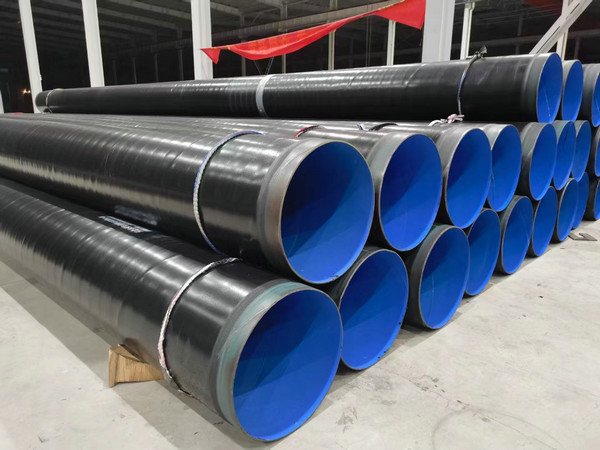
螺旋钢管作为液体环氧涂料内防腐的母材,不但承压能力强,而且管径的范围广(钢管外径219-3220mm),因钢管材质为碳素结构钢有着易焊接的特点。螺旋钢管在出厂前均进行了水压检测(测试钢管管体及焊缝有无渗水、漏水)、X光射线无损检测等检验。螺旋钢管包含出厂质量证明书和合格证,涂敷前,应对钢管进行外观检查,外观应符合国家或行业现行有关标准或订货条件的规定。
二、涂敷条件
1、钢管内防腐层的涂敷施工应按照涂料说明书推荐方法进行,宜采用无气喷涂、离心式涂敷工艺或挤涂涂敷工艺等,挤涂涂敷施工应按照现行行业标准《钢质管道液体涂料风送挤涂内涂层技术规范》进行。
2、涂料涂敷施工过程中,钢管表面温度应高于露点3摄氏度以上,且应在涂料说明书规定的涂敷温度范围内。
3、钢管内防腐层涂敷施工时,可在涂料说明书规定的范围内对涂料、钢管进行加热。
4、当涂敷区对湿度大于或等于85%时,应停止涂敷施工,不得在雨、雪、雾及风沙等气候条件下露天作业。
三、钢管除锈
1、除锈前,应按照现行行业标准《涂装前钢材表面处理规范》SY/T0407的规定,采用适当的方法将附着在钢管表面的油、油渍及任何其他杂质清除干净,有焊缝的钢管应清除焊瘤、毛刺等缺陷。
2、钢管内表面宜采用喷砂除锈,除锈过程中,应保持钢管表面温度至少高于露点以上3摄氏度。除锈等级应达到现行国家标准《涂敷涂料前钢材表面处理,表面清洁度的目视评定第1部分:未涂敷过的钢材表面和全面清除原有涂层后的钢管表面锈蚀等级和处理等级》GB/T8923.1中规定的Sa2.5级,表面锚纹深度宜为35-75μm。
3、喷射除锈后,应采用清洁、干燥的压缩空气吹扫钢管内表面,将钢管内表面残留的磨料和灰尘清除干净,表面灰尘度应达到现行国家标准《涂敷涂料前钢材表面处理,表面清洁度的评定试验第3部分:涂敷涂料前钢材表面的灰尘评定(压敏粘带法)》GB/T18570.3规定的2级及以上质量。
4、喷射除锈后的钢管应按现行国家标准《涂敷涂料前钢材表面处理,表面清洁度的评定试验第9部分:水溶性盐的现场导电率测定法》GB/T18570.9规定的方法或其他适宜的方法检测钢管表面的盐分含量,钢管表面的盐分不应超过20mg/㎡。
5、钢管表面处理后应防止表面受潮、返绣或二次污染,表面处理后的钢管应在4小时内进行涂敷,超过4小时或当出现返绣或表面污染时,应重新进行表面处理。
四、管端留口
1、当防腐螺旋钢管需要焊接连接时,管端应预留不涂防腐层的留端,留端长度宜为50-150mm,涂敷前应对留端进行保护,防止涂料沉积。
2、留端部位可涂刷可焊涂料临时防锈,可焊涂料的使用应符合相关标准要求。
3、现场采用非焊接方式连接时,则不需要留端。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1473 次。
当前页面链接:http://wapipe9.com/company/2210.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友