沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
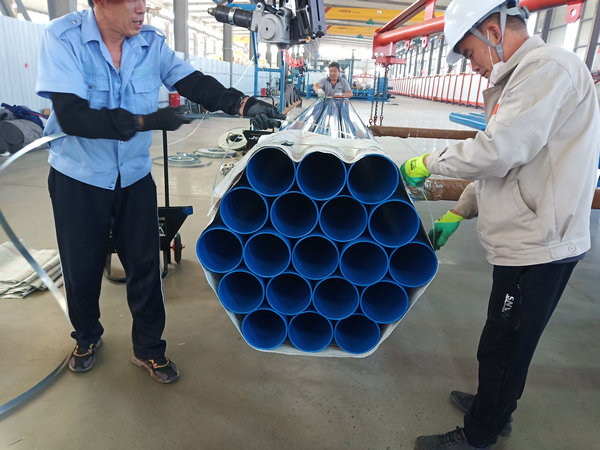
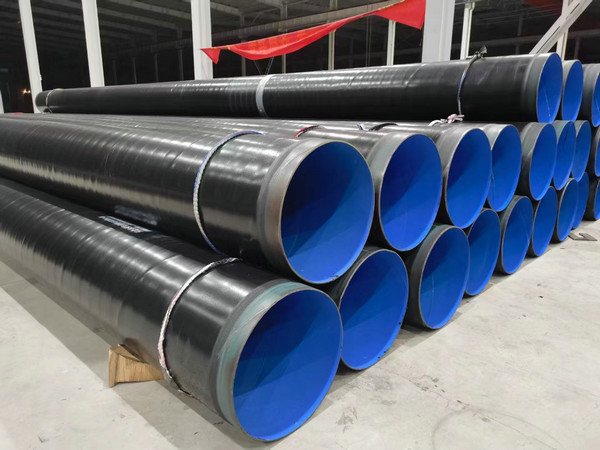
150-2867-7579涂塑复合钢管的焊接安装:1、型号、规格符合设计要求,管材表面有明显、不脱离的产品标识;管材内外要涂层均匀,完好、 无锈蚀等现象,管材内、 外壁表面光洁,无毛刺, 飞边、砂眼气泡、裂纹变形等缺陷。2、接头打磨处理。对管道的两端内外两面进行打磨,打磨 宽度为15cm-20cm,使 其出现金属光泽。当管道焊 接前对接口处不圆的地方用10t 千斤顶进行顶圆且在施焊前必须打20-30度的破口;两管节对焊时,纵缝相错间距不得小于300mm。3、焊接先采用氩弧焊接打底,打底的厚度不大于管材壁厚的四分之一,弯管起弯点至接口的不得小于管径,不得小于100mm; 焊接时电压要调小,确定不焊破且牢固。4、双密封焊接,采用碳钢焊条(焊条采用422或427低碳结构钢焊条)焊接完整个接口,焊接时不得在钢管上引弧,弧坑必须填满,焊接层数3-4层,焊完后清理焊缝处熔渣及飞溅并按规定进行外观检查,不得有表面气孔、焊瘤、夹渣、浇穿、溶合性飞溅、表面凹陷,弧坑等现象。焊接部位修补防腐层:用环氧煤沥青涂料对不锈钢管与钢焊接的部位进行外防腐修补,使管道外表面涂敷 上一层防腐层,用IPN8710 涂料进行焊接部位的内防腐修补。
焊接部位外涂层厚度不低于0. 3mm,内涂层厚度不低于0. 2mm。防腐层应平整、光滑,无流挂、无划痕等。严禁在风、雪、雾及风沙等气候条件下露天作业。钢管在内部焊接时,需在两边管口处分别设置一台380V的抽风机和排风机,保证管道内部空气流通。管道内 部还需要设置36V低压照明设备LED灯,进行照明作业。管道打压与防腐,管道焊接完毕后,进行管道压力试验及冲洗,对局部不合格接口进行返工处理至符合设计要求。检查焊接质量:焊缝的外观上不得有熔化金属流到焊缝外未熔化的母材上,焊缝 和热影响区表面不得有裂纹、气孔、弧坑和灰渣等缺陷;表面光顺、均匀、焊道与母材应平缓过渡,且咬边一级焊缝不允许,必须经探伤检测,探伤比例为100%的焊缝,超声波无损检测。涂塑复合钢管的切割切割方法涂塑复合钢管切割采用气焊切割,设备包括氧气瓶、乙炔瓶、减压器、焊机等。现场可直接切割22.5°、30°、45°、60°、以及90°的弯头,其它角度需管道安装到接口位置时进行测量,用GPS进行定位才能切割。涂塑复合钢管与阀门的安装连接涂塑复合钢管与阀门连接的方法本工程段的阀门和涂塑复合钢管的连接采用导链的方式进行连接,采用三条导链对钢管就行固定,人工拉入至钢管的承口然后用法兰连接。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1934 次。
当前页面链接:http://wapipe9.com/industry/1646.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友