沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
150-2867-7579
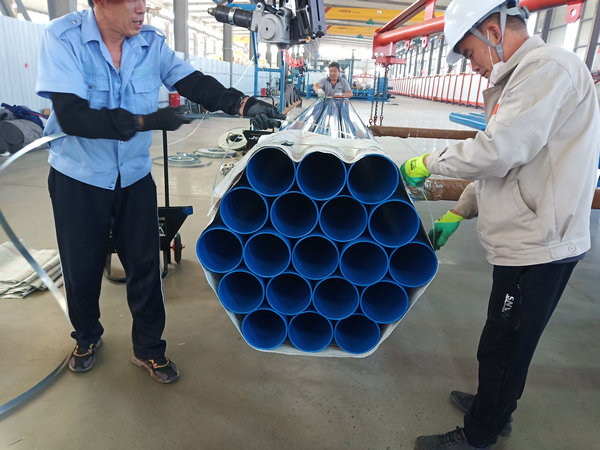
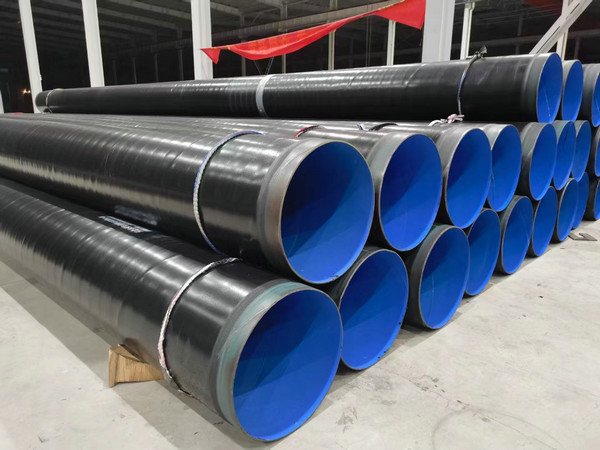
三层结构挤压聚乙烯防腐施工工艺:聚乙烯三层结构防护层亦称三层PE,它的全称为熔结环氧-挤塑聚乙烯结构防护层,结构由以下三层组成:底层为熔结环氧;中间层为胶粘剂;面层为挤塑聚乙烯。在三层结构中,环氧底漆的主要作用是形成连续的涂膜,与钢管表面直接粘结,具有很好的耐化学腐蚀性和抗阴极剥离性能。中间层通常为共聚物粘结剂,其主要成分是聚烯硅,口前广泛采用的是乙烯基共聚物胶粘剂。共聚物胶粘剂的极性部分与环氧底漆的环氧基团可以反应生成氢键或化学键使中间层与底层形成良好的粘结。聚乙烯面层的主要作用是起机械保护与防腐作用,与传统的二层结构聚乙烯防腐层具有同样的作用。三层结构聚乙烯防腐层综合了环氧涂层和挤压聚乙烯两种防腐层的优良性质,将环氧涂层的界面特性和耐化学特性,与挤压聚乙烯防腐层的机械保护特性等优点结合起来,从而显著改善了各自的性能。因此作为埋地管线的外防护层是非常优越的,据有关资料介绍,三层PE可使埋地管道的寿命达到50年。原材料要求:防腐层原材料应包装完好,并考虑储存期防潮。并存放在阴凉、干燥处,严谨受潮;防止日光直射,并隔绝火源,远离热源包装上至少包括的信息是:生产厂家、原材料型号、批号、生产日期、有效期、运输、存放等要求。包装破损或标识不全的产品业主有权拒收。对每种牌(型)号的环氧粉末、胶粘剂和聚乙烯专用料,在使用前均应由通过国家计量认证的检验机构按国标版标准和招标文件中技术规格书规定的相应性能项目进行检验,性能达不到招标文件中技术规格书要求的不能使用。1、环氧粉末:环氧粉未及其涂层的性能指标应符合表2和表3的规定。并对每一生产批次(不超过20t)环氧粉末按表2和表3的规定进行质量复检。

三层PE工艺流程:1、对钢管进行清理,在防腐层途敷前,先清除钢管表面的油脂和污垢等附着物。2、钢管外表面喷砂除锈,为了保证相应的除锈等级和生产的能力, 应使用大型喷砂机械和喷砂设备,管道表面清洁度应达到Sa2.5级的要求,喷砂后达不到要求的应重新进行喷砂除锈或单独堆放。3、钢管表面微尘处理,采用钢丝刷及真空抽吸,清除抛丸除锈后钢管表面的一些微小粉尘,以便于提高涂层的附着力。4、钢管无污染中频感应电加热,将管体加热至200-230°C,满足涂敷层温度的需要。5、环氧底漆喷涂,机械和人工喷涂均可,着粉率高,喷涂均匀,能够符合设计要求的喷涂质量。6、切口,根据要求,管体两端要求100mm的预留段,因而涂敷前须按预留段宽度贴纸,涂敷后用人工切断方式切开两管段间的连续涂层并剥去预留段贴纸及涂层。7、端头打磨,切去钢管两端预留段的涂层后,还需将预留段打磨干净,便于补口时热缩带更好地结合。端口打磨由磨光机、内磨机、人工修复。三层PE防腐质量和控制:1、钢管验收:业主提供的裸管在接收时应按标准规范进行验收,其内容包括:管径、壁厚、管号;厂家出厂合格证;有无缺陷,有疵点的钢管应剔除或予以处理。2、钢管预热:钢管表面温度至少高于露点温度3摄氏度,为保证钢管表面除锈质量和环氧底漆喷涂质量钢管在环氧底漆喷涂之前要进行表面预热,其预热温度40-60摄氏度,每1小时检查钢管表面的温度,最高不超过60摄氏度。3、钢管表面喷砂除锈:表面喷砂除锈处理后的钢管应逐根进行表面清洁度质量检验质检员应按下列要求检查钢管质量:表面预处理后钢管表面的清洁度应达到GB/T8923中规定的Sa2.5级的要求;钢管表面的灰尘度应不低于GB/T 18570.3标准规定的2级。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1535 次。
当前页面链接:http://wapipe9.com/industry/1887.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友