沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
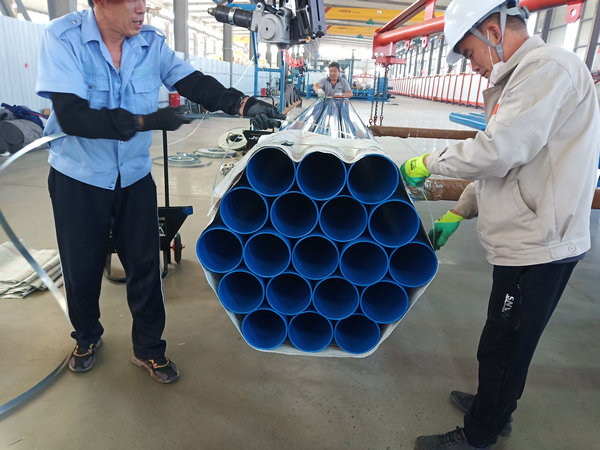
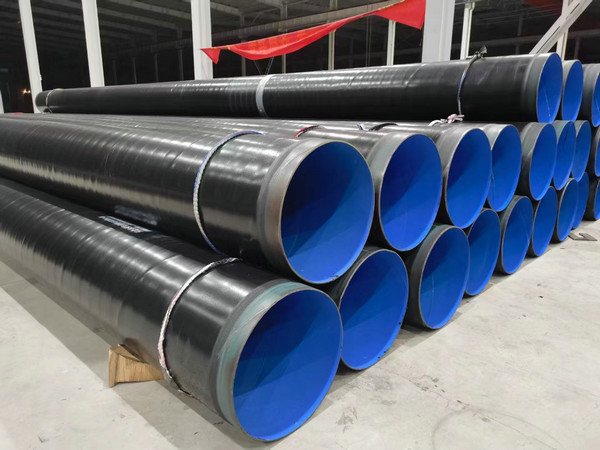
150-2867-7579衬塑钢管和管件选用系列HG/T20538:衬塑钢管和管件选用系列HG/T20538是我国化工行业的一个标准,其根据工业和信息化部的要求,由中国石油和化工勘察设计协会委托全国化工工艺配管设计技术中心站组织修订。衬塑钢管和管件选用系列HG/T20538中的技术要求:1、钢管管件材料:a.钢管应选择无缝钢管和焊接钢管,材料应满足设计要求。b.管件宜选用现行国家标准《钢制对焊无缝管件》GB/T12459和《钢板制对焊管件》GB/T13401中的碳钢管件,也可选用其他国标或美标材料的关键。c.钢制法兰宜选用现行行业标准《钢制管法兰、垫片、紧固件》HG/T20592-20615中的碳钢法兰,也可选用符合其他国标或美标材料的法兰。d.焊接材料应符合现行国家标准《碳钢焊条》GB/T5117的规定。2、衬里材料:a.聚丙烯树脂(PP)的技术要求、试验方法、检验规则应符合现行国家标准《聚丙烯树脂(PP)》GB/T12670的规定。b.聚乙烯树脂(PE)的技术要求、试验方法、检验规则应符合现行国家标准《聚乙烯树脂(PE)》GB/T11115的规定。c.超高分子量聚乙烯(UHMW-PE)的技术要求、试验方法、检验规则应符合现行行业标准《超高分子量聚乙烯管材》QB/T2668的规定。d.聚四氟乙烯(PTFE)的技术要求、试验方法、检验规则应符合现行行业标准《模塑用聚四氟乙烯树脂》HG/T2902的规定,内衬层的密度≥2.16克/平方厘米,且不得有气泡,裂纹和夹杂存在。3、连接:钢管、管件应采用法兰连接,法兰的压力等级应按PN10、PN16或Class150(PN20)的选择。法兰的型式应选择平焊法兰或松套法兰,密封面宜采用RF面。若需要供货方提供连接法兰的紧固件、垫片,用户应提供紧固件、垫片的详细技术要求或技术参数。

衬塑钢管和管件制造方式:1、衬塑工艺应符合下列要求:a.应根据介质条件采用松衬、紧衬或滚衬工艺制作。b.采用松衬工艺时,可直接进行翻边加工密封面。c.采用紧衬工艺时,应采取必要措施消除应力后,方可进行翻边密封面的加工。d.采用滚衬工艺时,钢体应在自动恒温炉中进行加热,不得采用明火局部加热方法进行制作。2、钢管和管件衬塑前工作:a.钢管和管件在衬塑加工前应对内外表面进行除锈处理,除锈等级应符合现行国家标准《涂覆涂料前管材表面处理-表面清洁度的目视评定》GB/T8923.1-3中Sa2.5级的要求。钢管和管件喷砂处理后24小时内应完成外表面底漆的涂覆。b.内衬管道在衬塑前,塑料管子的表面应去除浮沉、油污等杂质。c.对于PTFE衬塑管子和管件,每段直管或管件上宜对称设置直径3mm的排气孔2个。对于其他衬塑材料可根据需要设置排气孔,负压工况下应使用的产品在检验完成后封闭排气孔。d.钢管和管件的焊接检验要求应符合现行国家标准《现场设备、工业管道焊接工程施工规范》GB/T50236和《现场设备、工业管道焊接工程质量验收规范》GB50683的规定。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1768 次。
当前页面链接:http://wapipe9.com/industry/1954.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友