沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
150-2867-7579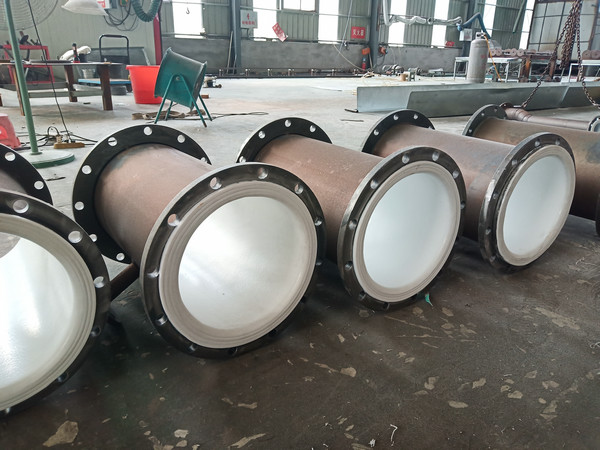
衬塑钢管的生产工艺和执行标准是保证产品质量的重要依据,在衬塑钢管加工时,不但要按照规范的生产工艺来进行生产,更要严格执行相关的国家或行业标准。质量无小事,只有不断地改进生产工艺和严格的执行相关技术标准规范,才能提高产品质量,以下是小编通过多年实践经验总结出来的衬塑钢管的生产工艺和相关执行标准,希望能给大家带来帮助。
一、衬塑钢管的生产工艺
1、材料进场复检:对进场的钢管原材料进行复检,确保尺寸壁厚符合合同要求,质量证明书等资料齐全。
2、尺寸下料切割:根据图纸尺寸切割下料,保证管口平齐。
3、钢体组对焊接:焊接钢体法兰时,要保证几何尺寸、平行度和垂直度在标准范围以内,焊口无气孔、无夹渣。
4、喷砂除锈:对组装完成的钢件(直管、弯管、三通、四通、异径管等)进行喷砂除锈,达到Sa2级以上,增加钢体表面锚纹深度,以便提高与塑料层的结合力。
5、加热炉中加热:将钢件放入加热炉中加热,温度控制在150摄氏度-200摄氏度之间,保温30分钟以上。
6、内衬加工:采用滚塑(滚衬)工艺,投料均匀,计算好投料量,保证衬里厚度。
7、质量检查:降温后进行整体质量检查,包括外观质量尺寸检验和内衬材料厚度检测。
8、电火花防漏检测:使用电火花对衬里检测,保证在10Kv的电流下不会被击穿。
9、喷漆防腐包装:对成品进行喷漆防腐处理,注意保护法兰密封面,进行分期包装。
这一系列工艺流程确保了衬塑钢管及管件的质量和性能,使其能够满足管道工程各项技术要求。
二、衬塑钢管的执行标准
1、衬塑钢管的执行标准:a)国家标准:GB/T28897-2021《流体输送用钢塑复合管及管件》现行国家标准,于2021年5月21日发布,2021年12月1日实施。本标准规定了流体输送用钢塑复合管及管件的分类及代号、订货内容、尺寸、重量及允许偏差、技术要求、试验方法、检验规则、包装、标志、质量证明书、运输和贮存。本标准适用于输送生活饮用水、冷热水及排水、雨水、消防用水、空调用水、压缩空气等介质的钢管复合管及管件。b)化工部行业标准:HG/T20538-2016《衬塑钢管和管件选用系列》,于2016年1月5日发布,2016年7月1日实施。本标准是为了提高衬塑管道设计水平,方便衬塑钢管、管件的设计选用,制定的标准。本标准规定了衬塑钢管和管件的术语和定义,分类及标记,使用条件,尺寸规格,技术要求,试验方法,检验规则和标记、包装、储存、运输等条件。
2、工作钢管的执行标准:焊接钢管执行标准为GB/T3091-2015;无缝钢管执行标准为GB/T8163-2018;螺旋缝埋弧焊钢管执行标准为SY/T5037-2023。
3、钢制管件的执行标准:钢制法兰执行标准为:GB/T9124.1或GB/T9119;管件(弯头、三通、四通、异径管等)执行标准为:GB/T12459-2017。
三、衬塑钢管的形式
衬塑钢管及管件衬塑形式包括以下几种:
1、松衬:将内衬塑管直接放入钢管内,两端翻边的衬塑方法,适用于温度变化幅度不大且为正压的输送管道。优点:工艺简单,投资少,成型快。缺点:在负压和温度变化较大地环境中,容易引起内衬塑管內瘪、鼓泡、法兰边开裂等问题。
2、紧衬:用机械方法进行复合,内衬塑管与钢体之间无间隙的衬塑方式。优点:适用于温度和压力频繁变化且变化幅度较大的环境中。缺点:钢体内壁的表面处理和粘结剂质量的好坏决定了衬层的稳定性。
3、滚衬:将塑料粉末熔融粘附在钢体上,内衬层具有一定的剥离强度的衬塑方式。优点:缺点:生产效率较低、加工成本较高。优点:塑层与钢体之间没有间隙;塑层与钢体粘接性较好,附着力高;不受钢体形状的限制,可以衬多种形式的钢管、弯管、异径管、三通、四通等;更适用于温度和压力频繁变化且变化幅度较大的环境中。
4、模压:以管子和管件的钢体为外模,将塑料粉末均匀填在管子和管件内腔与模芯之间,施以一定压力将粉末压实后再进行烧结的衬塑方式。此衬塑方式更适合于衬聚四氟乙烯,承受压力高、耐高温、耐腐蚀(强酸、强碱)。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1987 次。
当前页面链接:http://wapipe9.com/industry/2123.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友