沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
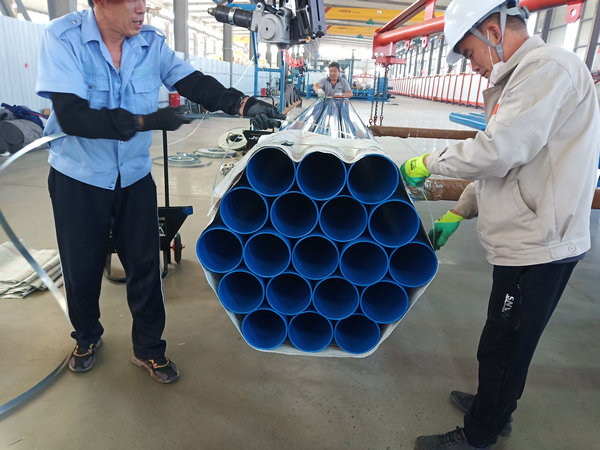
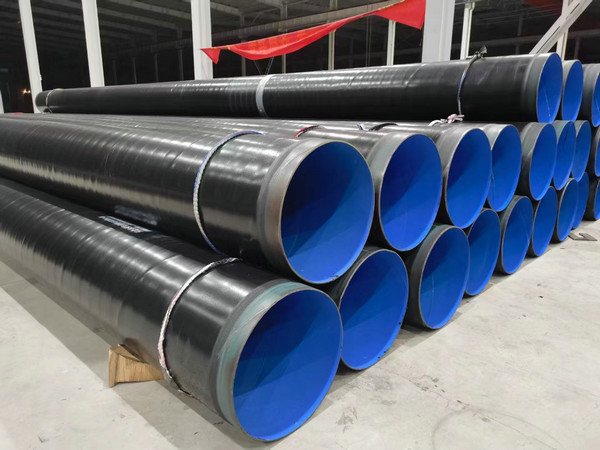
150-2867-7579市政给排水涂塑复合钢管接口组对:1.接口组对前, 应逐级进行技术交底,交底的主要内容包括:工程项目的名称、相关规范、管道材质、焊材的选用、对口尺寸、定位焊要求、气体流量、电流大小、焊接速度、焊后清理、容易形成的缺陷及克服的办法和焊缝外形尺寸要求等。2.应对管沟提前采取合适的降水和排水措施,避免可能渗入管道内部的水倒流而影响管道接口的组对和焊接。3.应用直尺或自制卡规等工具检查管节壁厚、管径、管口椭圆度、管端平直度和相邻管节间间隙,检查合格后方可进入下道工序。4应清除钢管管内杂物,用棉纱、锉刀或电动钢丝刷等清除管端20mm~40mm范围内外壁的油污、铁锈和毛刺等,直至露出金属光泽。5.焊接地线 与管材的接触点应位于焊接坡口内部,应采用自制卡具将地线与管表面接触牢固,避免产生电弧而伤害母材。6.应选用合理工装夹具和防护措施施工,避免夹伤、磕碰、高空坠落和弧光辐射等伤害。7.接口组对作业须专人 负责指挥,现场人员全部服从指挥。操作人员不应用手把持管口,避免挤伤。管外可采用挡板和楔板配合进行组对,管内可采用螺旋千斤顶等专用找正工具进行管口矫正和调整。8.在使用螺旋千斤顶组对时,千斤顶应垂直,不应倾斜作业,同时应缓慢升压。如出现倾斜应立即停止作业,待泄压后重新开始。9.定位焊应采用正式焊接工艺,应实现单面焊双面成形。定位焊缝长度为100mm~150mm,厚度应与一层焊接厚度一致。10.管节的纵向焊缝及螺旋焊缝处不应进行定位焊。定位焊应沿管周均匀分布,点焊间距应小于400mm。11.定位焊焊工应经过施工单位上岗资格考试合格后持证上岗,并应根据经过评定的焊接工艺指导书进行施焊。12.定位焊完成后,应检查焊点质量。如有缺陷,须立即清除,重新定位焊。清除临时点固物时,不应损伤母材,并将残留焊疤清除干净、打磨修平。13.接口组对完毕, 应进行对口质量检验,填好组对记录,并与正式施焊焊工进行互检。合格后办理工序交接,经监理单位复查合格后方可允许正式焊接。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1361 次。
当前页面链接:http://wapipe9.com/baike/1767.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友