沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
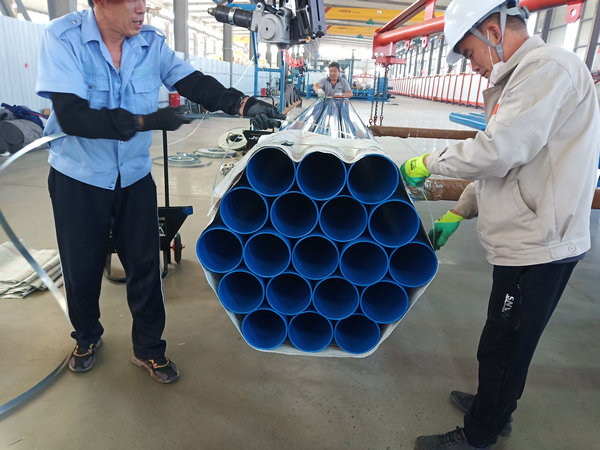
150-2867-7579市政给排水涂塑复合钢管接口焊接:1.管道焊接设备的性能应满足焊接工艺要求,并应具有良好的工作状态和安全性能。2.焊接材料应符合下列要求:损坏或有变质迹 象的焊接材料不允许用于焊接,且不能随意丢弃。保护气体的纯度、配比和含水量等指标,应满足焊接工艺指导书的要求;存放焊材的库房应配备湿度温度自动记录仪以及空调,焊丝焊条应保持干燥:地面应注意防潮,离地至少300 m,湿度保持65%左右;低氢型焊条使用前应在350 C~380 C条件下烘干1.5 h~2 h,烘干后应缓冷放置于保温箱中存放待用:烘干后的低氢型焊条在大气中放置时间若超过4 h,应重新烘干,重复烘干次数不宜超过2次;自保护药芯焊丝不应烘干,纤维素焊条不宜烘干。3.当环境温度较低时,应进行预热处理,可使用红外线测温仪等测温工具测量,井应符合规定。4.现场焊接施工工艺应按焊接 工艺指导书予以实施。管道的接口焊接一般常用焊条电弧焊、氩电联焊、熔化极气体保护焊、药芯焊丝电弧焊和STT技术半自动保护焊等几种工艺,均不应在坡口以外的管壁上引弧。5.一般管道外径>800 mm时,原则上应采用双面焊。6.焊接过程中,非全自动焊焊接方式均应采取两人、两机对称施焊。同时,为避免焊接变形,两名焊工使用的焊接电流、焊接速度和焊接层数应尽量保持一致。7.根焊焊道焊接时,应使用较小的焊接参数,实现单面焊双面成形。8.多层多道焊接时,道间温度宜控制在150℃以下;层间焊渣应清除千净后再焊下一道。9.施工过程中,管道的每道接口均应一 次性焊完。如遇特殊情况导致无法焊完,当日至少应完成管壁壁厚t的50%以上,且不应少于3层。10.焊接结束后,应进行焊缝外观质量检查,并应符合要求。11.焊缝经外观检查 合格且冷却至常温后,应立即进行无损检测,方法应符合GB 50683 的规定。不合格的焊缝应返修,返修次数不应超过3次。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1383 次。
当前页面链接:http://wapipe9.com/baike/1768.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友