沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
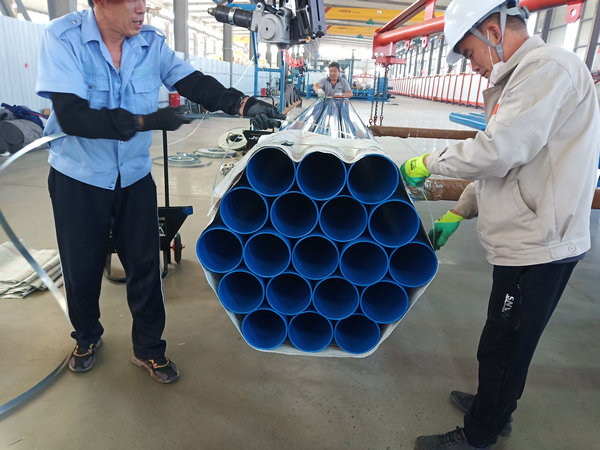
150-2867-7579法兰连接钢塑复合管安装施工要素解读
1、根据管道系统实际需要,可采用法兰连接,用于钢塑复合管的法兰符合标准。法兰与管子焊接后,应使法兰垂直于管子轴线,两片法兰连接应保持同轴线,其螺栓孔中心偏差一般不超过孔径的5%,并保证螺栓自由穿入。法兰垫片采用橡胶垫片,周边应对齐,垫片尺寸应与法兰密封面相符;大口径的垫片需要拼接时应采用斜口搭接,不得平口对接。法兰连接时,要注意两片法兰的螺栓孔对准,连接法兰的螺栓应用同一规格全部螺母应位于法兰的某一侧。如与阀件连接,螺母一般应放在阀门的一侧。紧固螺栓时要使用合适的扳手,分2-3次拧紧,不得一次拧紧,紧固螺栓应按次序对称,均匀的进行,松紧要适当。大口径法兰最好是两个人在对称的位置上同时进行,法兰螺栓拧紧后,两片法兰封面应互相平行,不得用强紧螺栓的方法消除歪斜。
2、钢塑复合管法兰连接可根据施工人员技术熟练程度采取一次安装法或二次安装法。
(1)、一次安装法:可现场测量,绘制管道单线加工图,送厂家进行管段,配件涂(衬)加工后,再运付现场安装。
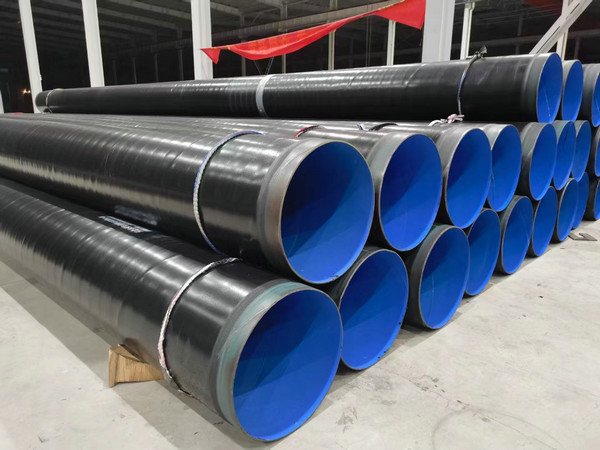
(2)、二次安装法:可在现场用非涂(衬)钢管和管件,法兰焊接,拼装管道,然后拆下运付专业加工厂进行涂(衬)塑加工,然后再运付到现场进行安装。由于钢塑管现场施工过程中需要根据实际管线长度做断管处理,做过断管处理的短管需要重新进行补塑处理,由此为使建筑给排水钢塑复合管道工程的施工做到技术先进、经济合理、安全卫生、确保质量,特制定本规程。涂塑钢管道、管件应符合现行行业标准《给水涂塑复合钢管》CJ/T120的有关要求。
3、施工过程中所需施工机具及辅助物品:
(1)、金属锯(2)、电焊机(3)、氧气、乙炔(4)、角磨机(5)、塑粉(6)、线手套(7)、螺栓(8)、橡胶垫片(9)、活扳子
4、工作流程
a、切割:根据实际所需管线长度,对管道应使用金属锯、无齿锯(小管DN200 以下)切割。大管DN200以上在切割过程中使用水焊时一定对原材料要有保护方法,切割时应在断口处两端的位置用防火耐热的材料做挡板接住切割时落下的火花和热铁水豆,保护好原材料的原有塑层。
b、管口打磨:切割完毕,应使用角磨机对管口塑层进行打磨处理,其目的是避免在法兰焊接时使塑层发生熔化甚至燃烧使管道破坏。使用角磨机将管口塑层进行打磨,打磨长度根据不同管径约20-50mm左右。
c、法兰焊接:打磨完毕,应使用电焊机将单片法兰与管道焊接。在焊接前首先要将单片法兰孔校正好(管两端法兰孔一一对应不应有偏差),避免在连接时出现管道错位现象。在焊接过程中,一定要使内外焊接口焊接均匀、完全,不能有砂眼。同时,在焊接时应避免使有塑层的钢管部分温度过高,导致塑层破坏。
d、打磨处理:法兰焊接完毕,应使用角磨机将管口打磨光滑平整,有麻面,没有焊渣存在。
e、涂塑处理:打磨完毕,使用氧气、乙炔在管道外部对管口进行加热,加热到内部塑层部分有熔化现象,法兰面有冒烟现象(温度约230-270度),然后技术工人将用准备好的塑粉对管口均匀涂抹,应注意一定要涂抹全面到位,法兰盘涂塑要涂抹到止水线以上。尤
其要将原有塑层和新涂塑层在接口处熔接好。此过程应严格控制加热温度,如温度过高,在涂塑过程中将会有气泡产生,如温度过低,在涂塑过程中塑粉熔化不完全,以上情况在管道投入使用后都会产生塑层脱落的现象,最终管道钢管部分被腐蚀损坏。
f、管道连接:补塑完毕,将管道与管件连接安装,在连接过程中法兰之间加橡胶垫,紧固螺栓时紧固到密封状态。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1387 次。
当前页面链接:http://wapipe9.com/baike/2071.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友