沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
150-2867-7579钢塑复合钢管及管件规范标准与检验验收
1、概述
钢塑复合钢管及管件设计制造应遵循的国家规范与标准包括但不限于:
《给水涂塑复合钢管》CJ/T120-2016
《低压流体输送用焊接钢管》 GB/T3091-2015
《生活饮用水输配水设备及防护材料的安全性评价标准》 GB/T17219-1998
《低压流体输送管道用螺旋缝埋弧焊钢管》 SY/T5037-2023
《现场设备、工业管道焊接工程施工及验收规范》GB50236-2018
《金属熔化焊焊接接头射线照相》 GB3323-2005
《涂装前钢材表面锈蚀等级和除锈等级》GB/T8923-2019
若卖方采用的规范和标准在上述规范、标准之外,必须是国际公认的与中国规范标准同等或更高等级的规范标准。卖方必须列表将明显的差异点进行详细说明,并同时提供规范标准的中英文版本。
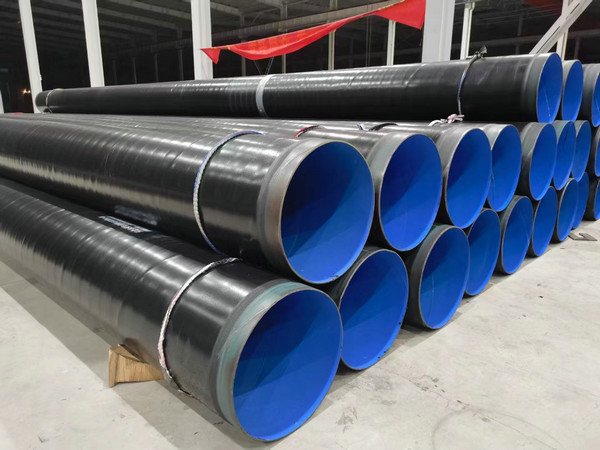
2、钢管及管件
钢管材质:螺旋焊缝或直缝焊钢管(Q235B)
管件材质:标准管件
制造及验收应符合《低压流体输送管道用螺旋缝埋弧焊钢管》SY/T5037-2023或《低压流体输送用焊接钢管》 GB/T3091-2015及《金属熔化焊焊接接头射线照相》且本工程要求卖方的所提供的钢管压力等级不得小于1.6Mpa,所有的钢管应选用螺旋焊接钢管。
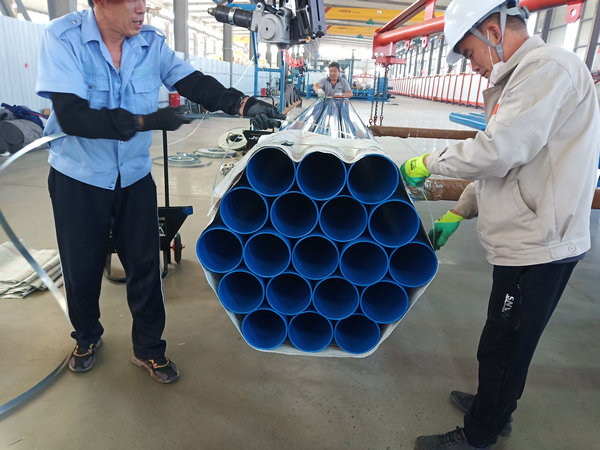
3、内涂层
材料为环氧粉末,用于涂敷的聚环氧粉末,其性能应符合《给水涂塑复合钢管》CJ/T120-2016 中的规定。环氧粉末的检验除卫生安全性能一项外,其余各项由粉末生产厂家按每个生产批号进行检验,并向涂塑钢管生产厂提交检验报告。卫生安全性能的检验由国家指定检验机构按粉末牌号进行检验。
4、生产方法
用化学或机械等方法,对原管内表面进行先进的抛丸设备做抛丸处理,处理后应达到GB8923-2019标准中规定的Sa2.5级要求,并去除灰尘、油污。钢管内焊筋高度应控制在0.5mm以下,并不允许有尖棱角和锯齿性飞溅,对已处理的原管加热,用压送或抽吸等方法将EP粉末送入原管内,使其熔融附着在内壁上。由于钢管内外涂覆防腐层,设计管道时可不需要考虑钢管腐蚀量或者少考虑腐蚀量,原管加热的温度及粉末塑(固)化的时间应执行粉末生产厂的规定。管两端应有50-80mm的预留段,并涂刷防锈可焊涂料和加装隔离帽;堆放层数不大于4层,底层距离地面不小于150mm。采用两道支垫垫起,支垫间距为米。支垫的最小宽度为150mm,支垫与管及管与管之间用软垫隔开;
5、涂层要求
1)外观要求:环氧树脂(EP)涂层必须光滑,没有伤痕、针孔和沾附异物等妨碍实用的缺陷。涂塑钢管应具有实用性的直度,但两个端面与管轴必须成直角。涂层厚度要求:2)涂层厚度为不小于0.35mm。3)涂层质量要求:涂塑后的钢管必须根据《给水涂塑复合钢管》CJ/T120-2016中的要求进行试验,涂层质量应符合表2的规定。
6、试验方法
1)外观和涂层厚度
涂塑外观的质量用目测和手感进行检验;涂层厚度测量,对涂塑钢管的两管端用电磁测厚仪测量圆周上相交的任意四点。
2)针孔试验
用电火花检测仪,对提供试验的管子的整个内表面在1500V电压下作试验检验,看有无电火花产生。
3)附着力试验
EP涂层的附着力试验结果应符合《给水涂塑复合钢管》CJ/T120-2016中的规定。
4)压扁试验
本次招标的涂塑钢管应进行压扁试验。压扁试验的结果应符合《给水涂塑复合钢管》CJ/T120-2:16中的规定,厂家供货是应提交相应规格的样品到国家相应部门检测,以实际数据来验收。
5)冲击试验
涂塑钢管冲击试验结果应能满足《给水涂塑复合钢管》CJ/T 2008的试验要求。
6)卫生性能试验
按GB/T1729规定进行浸泡试验,有一项指标达不到标准,即为不合格。
7)检验与验收
涂塑钢管应由生产厂的质检部门检验合格后方可出厂。组批、抽样及判定。
a) 涂塑钢管的组批与抽样按标准要求。
b) 判定:每一检验项目有一件试样不合格时,须将其挑出,再取双倍试样复验,若仍有一件不合格时,则该批不合格。

本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1465 次。
当前页面链接:http://wapipe9.com/baike/2072.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友