沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
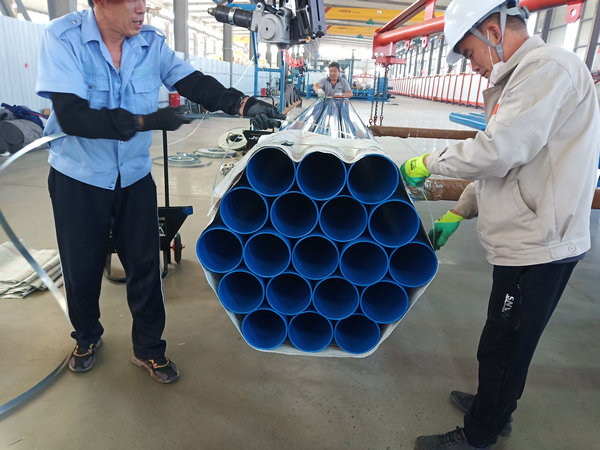
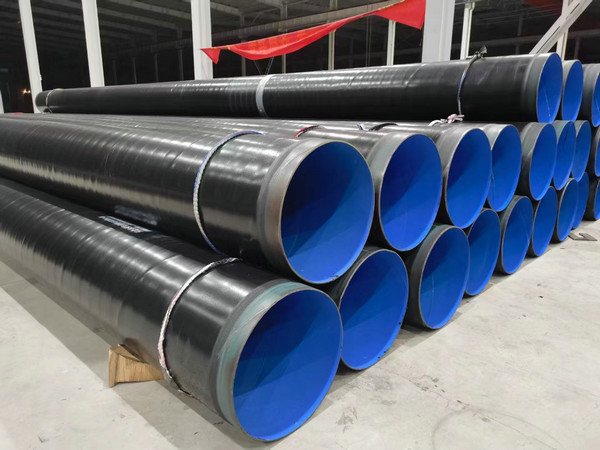
150-2867-7579涂塑复合钢管环氧树脂粉末防腐工艺特点:一、涂塑复合钢管环氧树脂粉末防腐工艺:1、管道外壁清理必须达到Sa2.5等级,锚纹深度达到40-100µm,涂敷环氧粉末前,管道应去油腻及浮尘。2、 使用中频电炉加热钢管表面温度达到180℃-220℃,使其温度范围达到环氧粉末涂料所要求的温度,但最高不超能超过275℃。3、加热钢管进入静电喷粉室,使用多把静电环氧粉末喷粉装置,对钢管一次性的涂敷。4、调整钢管前进速度,静电喷涂粉末的数量与钢管表面温度相适合,使其一次涂敷环氧粉末。5、管道涂敷粉末后,固化温度和固化时间应符合环氧粉末性能要求,待环氧粉末涂后固化,迅速淋水,使其冷却。二、涂塑复合钢管环氧树脂粉末防腐施工中的质量检验:1、涂敷前每批环氧粉末涂料至少应取样一次,按照《电气绝缘涂敷粉末方法》GB/T6554-1986进行胶化时间测试其中指标应符合标准规定。2 钢管表面处理之后,应对每根钢管进行目测检查,对可能导致涂层漏点的表面缺陷,应打磨掉,有疵点的钢管应剥除或修整。3、检测钢管表面处理后的除锈质量和锚纹深度。表面除锈等级达到Sa2.5锚纹深度应在40-100µm范围内。4、涂敷前的钢管表面预热,温度必须控制与环氧粉末生产厂推荐的范围之内,每小时至少记录一次温度。5、涂敷管道淬冷后,应检查涂层的厚度,当厚度低于或超出要求时,应进行调整喷粉量,检查气压是否正常。三、环氧树脂粉末涂塑复合钢管的出厂检验:1、外观质量应逐步进行检查,外观要求平整、色泽均匀、无气泡,开裂和缩孔,允许有轻度桔皮状花纹。2、使用涂层测厚仪,每根钢管随机取三个位置,测量每个位置圆周方向均匀分布的任意四点的防腐层厚度并记录结果应符合标准;用电火花检漏仪对钢管外涂层进行逐根检查,漏点数量在范围之内时,如直径529mm钢管,平均每平方米外面积漏点数不超过0.7个。可使用双组份环氧树脂涂料修补。当漏点超过上述数量,或个别漏点的面积大于或等于250cm²时,按规定进行复涂或重涂。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1841 次。
当前页面链接:http://wapipe9.com/industry/2166.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友