沧州铭添管道有限公司
诚信经营
价格合理
可按需求定制
全国咨询热线
150-2867-7579
欢迎来到沧州铭添管道有限公司!
×150-2867-7579

通过微信扫一扫
获取螺旋管今天价格

客户服务热线
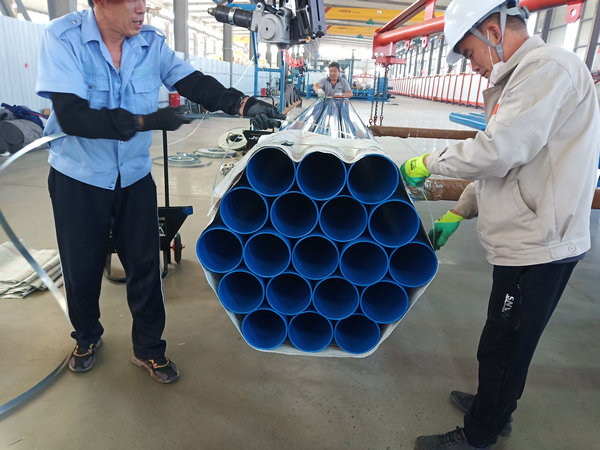
150-2867-7579GB/T28897-2021钢塑复合管及管件技术要求
一、基管
1. 基管品种
a)基管为直缝或螺旋缝的焊接钢管时,基管应符合GB/T3091,GB/T 13793,SY/T5037或GB/T 9711的规定。
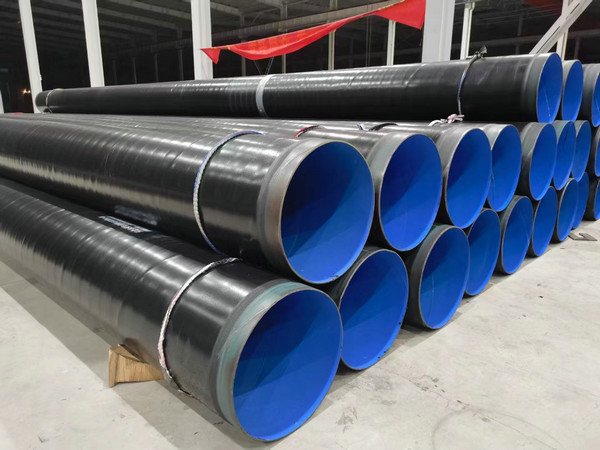
b)基管为无缝钢管时,基管应符合GB/T 8163 或GB/T 9711的规定。
c)根据需方要求,经供需双方协商,并在合同中注明,可采用其他符合相关标准的钢管制造钢塑管。
2.基管接口预加工和附件
焊在基管上的钢法兰尺寸应符合GB/T9124.1、GB/T9124.2或其他相应标准的规定,组焊后的相关位置、形状、尺寸应符合下列规定:
a)法兰平面应与钢塑管轴线成直角,角度的允许偏差为士1°(见图1);b)同一钢塑管两端均采用法兰连接时应进行组焊,两端法兰相对应螺栓孔的中心偏移量6(见图2)应符合如下规定:公称尺寸不大于DN500的钢塑管,b<3mm;公称尺寸大于DN500 的钢塑管,b<5mm。
c)钢制管法兰材质应符合GB/T9124.1、GB/T9124.2或其他相应文件的要求。
d)带法兰衬塑复合钢管的内衬塑层应和法兰面覆塑层连成一个整体。带法兰涂塑复合钢管的法兰密封面应覆盖涂塑层。
e)承插连接的钢塑管应在涂塑前进行承口和插口加工,承口、插口及承插连接后承口与插口的密封性能应符合GB/T13295—2019中第5章、第7章的规定。
f)涂塑钢管的沟槽、开孔等加工应在涂塑前完成;在工程现场进行沟槽施工时,衬塑类管道应采用不损伤衬层的管端保护措施,且衬塑钢管不应开孔。
g)带沟槽的钢塑管,沟槽尺寸应符合GB/T36019一2018中附录C的规定。
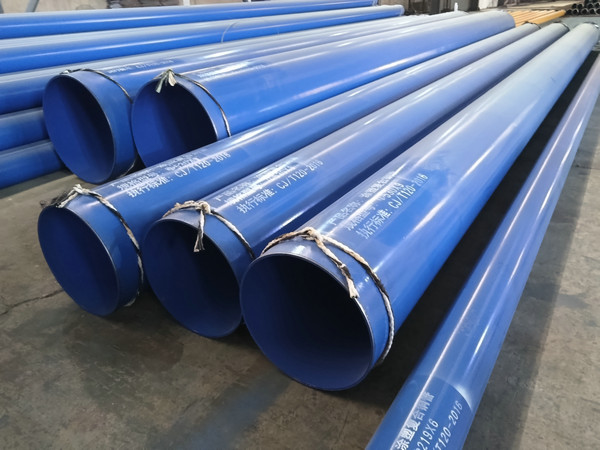
二、钢管表面预处理
1.钢管应采用喷砂、抛丸等表面预处理方法去除钢塑结合面的铁锈、毛刺和污垢,预处理后的钢管表面应符合GB/T8923.1—2011中Sa2.5级的规定。
2.喷砂、抛丸等预处理导致镀锌层减薄,外镀锌内涂、内衬塑复合钢管的内壁镀锌层可不作为验收条件,外壁镀锌层应符合GB/T3091或GB/T13793的规定。
3.直缝电阻焊钢管作为衬塑或涂塑基管时应去除内毛刺。去除内毛刺后,基管剩余壁厚应符合基管壁厚允许偏差的规定,衬塑用基管内毛刺残留高度应不大于衬塑层规定厚度的1/3且不大于0.5mm,涂塑用基管内毛刺残留高度应不大于0.5mm。
4.螺旋焊管、直缝埋弧焊管作为衬塑或涂塑基管时,其内外焊缝应规则、平滑,表面缺陷和不规则(分层、损伤、搭焊等)应经修复后衬塑或涂塑。
三、管件基体
1.衬塑管件基体应符合GB/T 3287—2011的规定。
2.沟槽式管接件基体应符合附录C的规定。
3.用于工程现场焊接连接钢制管件基体应符合GB/T12459和GB/T13401的规定。
本文版权归 沧州铭添管道有限公司 所有;本文共被查阅 1227 次。
当前页面链接:http://wapipe9.com/baike/2380.html
未经授权,禁止任何站点镜像、采集、或复制本站内容,违者通过法律途径维权到底!
期待与您的合作,欢迎给我们留言或直接拨打:150-2867-7579

留下您的信息,我们将第一时间和您取的联系!
版权所有:沧州铭添管道有限公司 Sitemap
24小时/热线:150-2867-7579 冀ICP备2021012226号-4
扫码添加微信好友